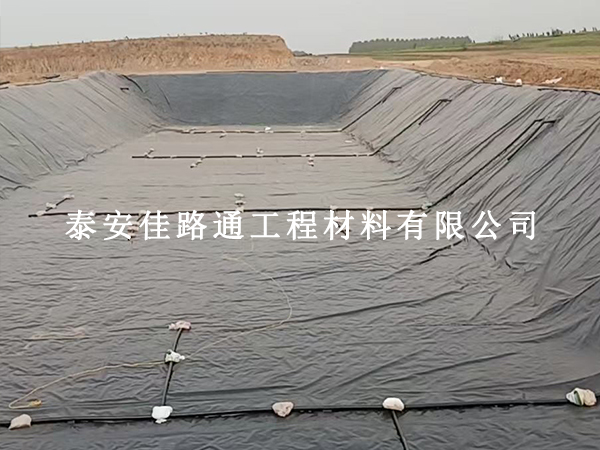
�Ӛ�ط��BĤ���ӿ�©����ˇ�������Ɏ����Q
�g�[�Δ�������Ϣ��Դ��̩����·ͨ���̲�������˾�l���r�g��2025/9/19
�Ӛ�،����BĤ�����|��Ҫ��O�ߣ�һ�����p���F©�c�����H�������Ӛ�й©���l**�L�U��߀�����ԭ�����M����ᘌ��Ӛ�ص����]���������c�����w���g�h�����������ӹ�ˇ�����܌��F**�ܷ⡣�����������ă������ɡ�һ������ǰ�����������ܷ���A1. Ĥ���c�h���A̎�����������x���c�Ӛ�حh���m��� HDPE ���BĤ������A���g�����Ӛ����g��������ǰ��z��Ĥ��߅��������ë߅���Ɠp���Ì��õ��߲ü�ƽ����߅����Ҏ�����º����������������������Ӆ^��r������Ҏȥ����ɳ�������⣬���ø�Ĩ������Ĥ�ı��棨�Ӛ��ʩ���ೱ����ˮ�֕��Ɖĺ��p�ۺϣ������h����ȴ��ñ�yʽ���L�C���ɴ��߅���_����������2. �O���m�����{���x�Î��ض��a�����ܵ��p܉���ۺ��C���Ӛ��ʩ���ضȲ��Ӵ�ԓ���ܿɷ������Ӝضȣ�����ǰ���Q�m��Ĥ�ĺ�ȵĺ��Ӊ�݆����݆�y·���cĤ�IJ���ƥ�䣬�����N�϶ȣ������С�ͷ��L�֣��Ӛ�ض���¶����¶�죬���L�ֿɾ۽����Ӆ^�����L���º��p��s�^�죩������ǰ�ڏUĤ��ԇ�� 3 �����ϣ�ֱ���_�������Ĝضȡ��ٶȅ������������ĺ��Ӆ����������m���Ӛ������1. ���A�����ӑB�{������Ĥ�ĺ���c�h���ض��{�����ą������͜حh�����m��**���Ӝضȣ��_��Ĥ�ij���ۺϣ���ͬ�r�p�������ٶȣ����L�ۺϕr�g�����ߜحh���½��͜ضȣ��ӿ��ٶȣ�����Ĥ�ğ�������ᘌ��Ӛ�س��õ��к��ͷ��BĤ��������݆�����������^����������p���^С�t�ۺϲ���֣����Ժ��Ӻp�o���@���ݡ��ɂ���߅������ˡ�2. ����^���m��߅���c�ص�㕽ӵĹս�̎������ ���������ء� ģʽ�������ٶȱ�ƽ��^�������ض��Ըߣ��_���ս�̎Ĥ�ij���ۺϣ����C���^�սǕr�������ˆT��ƽ���D�������ٶ�ͻ׃����������Ĥ�Ĵ���دB�^���Ӛ�س�����Ӽӏ��������ӕr������ 1 �M��݆�o����������ֹ�دB̎�՚�δ�ų��γɚ��ݡ��������Ӳ����������۽��ܷ⼚��1. ƽ�溸�������������� ���ȶ�λ�ӡ� ��ʽ���÷۹P��Ĥ���Ϙ�ӛ��ӌ��Ⱦ����_�����߅���R��ƫ����^ 2cm��������ɳ���ش��߅����������˹���Ĥ�����⺸�ӕrĤ����λ�������ӕr���ֺ��C����ǰ�M��������;ͣ�D�����C��ͣ�r���ں��p���c�ຸ 5cm�����c�׳��F̓�������L�����L�ȿɏ����ܷ⣩�����ڟo��ü������c�����^�̜ϣ���Ӱ����w���B����2. ���s��λ���������Ӛ���M���Ͽڡ������O����A�ȴ�Ĥ��λ������ ���Ⱥ����p���a���� ��ˇ���Ⱥ���Ĥ���c�ܵ������p���p܉���ۺ��������ÔD������������߅���h���a�����γ��ܷ�h�����a���r���l���cĤ��ͬ���|���_���ۺϾo�ܡ������f�Ӛ�ظ���IJ�Ҏ�t�^�ü�Ĥ�ĕr�A�� 3cm ����������ǰ����Ĥ��ʹ���N�ϻ��ӣ����M�к��ӣ�������Ĥ���ް����º��Ӳ����ܣ����ġ����Ӻ��|���ܿ������Ž^�[��©�c1. ���r�z�y��ʽ�������� ����ՙz�y + ���z�y�� �p����C��ƽ���p���p����ՙz�y�x��Ιz�y��ؓ�������o�½���ϸ���Ĥ��λ���ս�̎���P�I�^���~���M�г��z�y�����ܷ�����º��p��ǻ������ 30 ��犉����o����ϸ��z�y�l�F©�c�r����ӛ�������ÔD�������a�����a���^���賬��©�c߅�����a�����ٴΙz�y���_���o�����[����2. ���p���o����������ɺ�2 С�r�������������w���p���Ӛ��ʩ�����м��J�s����䣬�������ɷ����̣�����ֹ�ں��p�^��ѷŹ������ߡ�������mʩ��������O���o�ӣ������ں��p�Ϸ�䁉|ľ�壨��ɢ�Cе�����������������O��ֱ���뉺���p�����_�ѡ��Ӛ�ط��BĤ���ӹ�ˇ�����ĺ����� ���m��h�������ʅ����������������p�ؙz�y����ÿ���h��������@ ����й©�������g�� չ�_��ʩ��ǰ��Y���Ӛ����ͣ������С�ͳء����̴��ͳأ��{����ˇ��ʩ���Ї�����������̲��������ܱ��Ϻ����|�������s���εĺ��Ӄ������Ɇ�������ԃ���I���Bʩ���F꠫@ȡ���Ʒ�����